Kiến Thức Tự Động Hóa
Mặt bích là gì
TÓM TẮT NỘI DUNG
- Giới thiệu về mặt bích
- Dựa trên phần đính kèm đường ống
- Trượt trên mặt bích
- Ổ cắm mặt bích hàn
- Mặt bích bắt vít
- Mặt bích khớp nối
- Mặt bích cổ hàn
- Mặt bích mù
- Mặt bích giảm
- Mặt bích tích hợp
- Dựa trên khuôn mặt
- Mặt bích nâng (RF)
- Mặt Bích Phẳng (FF)
- Mối nối kiểu vòng (RTJ)
- Vòng đệm chung
- Lưỡi và Rãnh (T/G)
- Nam và Nữ (Male/Female)
- Dựa trên Đánh giá Nhiệt độ-Áp suất
- Dựa trên kết thúc khuôn mặt
- Kết thúc chứng khoán
- Mặt bích kết thúc mịn
- Kết thúc răng cưa
- Dựa trên vật liệu xây dựng
Giới thiệu về mặt bích
Mặt bích được sử dụng khi mối nối đường ống cần tháo dỡ. Chúng được sử dụng chủ yếu tại các thiết bị, van và chuyên ngành. Trong một số đường ống nhất định mà việc bảo trì là một tính năng thường xuyên. Các mặt bích đột phá được cung cấp theo các khoảng thời gian nhất định. Một khớp nối mặt bích bao gồm ba thành phần riêng biệt và độc lập mặc dù có liên quan đến nhau. Đó là các mặt bích, các miếng đệm và bu lông. Cần có các biện pháp kiểm soát đặc biệt trong việc lựa chọn và ứng dụng tất cả các yếu tố này để đạt được mối nối chống rò rỉ.
Việc phân loại mặt bích được thực hiện theo nhiều cách khác nhau như sau;
Dựa trên phần đính kèm đường ống
Mặt bích có thể được phân loại dựa trên phương pháp gắn vào đường ống như dưới đây;
-
Trượt trên mặt bích
Mặt bích loại Slip On được gắn bằng hai mối hàn góc, bên trong cũng như bên ngoài mặt bích. Cường độ tính toán từ mặt bích Trượt trên dưới áp suất bên trong bằng 2/3 so với mặt bích Cổ hàn; và tuổi thọ của chúng khi mỏi bằng khoảng 1/3 so với mặt bích sau. Thông thường, các mặt bích này được làm bằng vật liệu rèn và được cung cấp với trục. Đôi khi, các mặt bích này được chế tạo từ các tấm và không được cung cấp cùng với trục. Nhược điểm của mặt bích là không thể kết hợp mặt bích và khuỷu tay hoặc mặt bích và chữ T. Vì các phụ kiện được đặt tên không có đầu thẳng trượt hoàn chỉnh trong Trượt Trên mặt bích.

-
Ổ cắm mặt bích hàn
Mặt bích hàn ổ cắm chỉ được gắn bằng một mối hàn góc. Chỉ ở bên ngoài và không được khuyến nghị cho các dịch vụ khắc nghiệt. Chúng chỉ được sử dụng cho các đường ống nhỏ. Độ bền tĩnh của chúng bằng với mặt bích Trượt trên. Nhưng độ bền mỏi của chúng lớn hơn 50% so với mặt bích Trượt trên hàn kép. Độ dày của ống nối phải được chỉ định cho loại mặt bích này để đảm bảo kích thước lỗ khoan phù hợp.
- Đối với mặt bích hàn dạng lỗ; trước khi hàn phải tạo một khoảng trống giữa mặt bích hoặc phụ kiện và ống. ASME B31.1 Chuẩn bị hàn (E) Socket Weld Assembly cho biết. Khi lắp ráp mối nối trước khi hàn, ống hoặc ống phải được đưa vào ổ cắm đến độ sâu tối đa rồi rút ra khoảng 1/16″ (1,6 mm) từ sự tiếp xúc giữa đầu ống và vai của ổ cắm. Mục đích của khe hở đáy trong Mối hàn dạng lỗ thường là để giảm ứng suất dư; tại gốc của mối hàn có thể xảy ra trong quá trình hóa rắn kim loại mối hàn.Hình ảnh cho bạn thấy thước đo X cho khe hở giãn nở. Nhược điểm của mặt bích hàn ổ cắm là khe hở phải được thực hiện. Bởi các sản phẩm ăn mòn, và chủ yếu trong các hệ thống ống thép không gỉ. Vết nứt giữa đường ống và mặt bích có thể gây ra các vấn đề về ăn mòn. Trong một số quy trình, mặt bích này cũng không được phép.

-
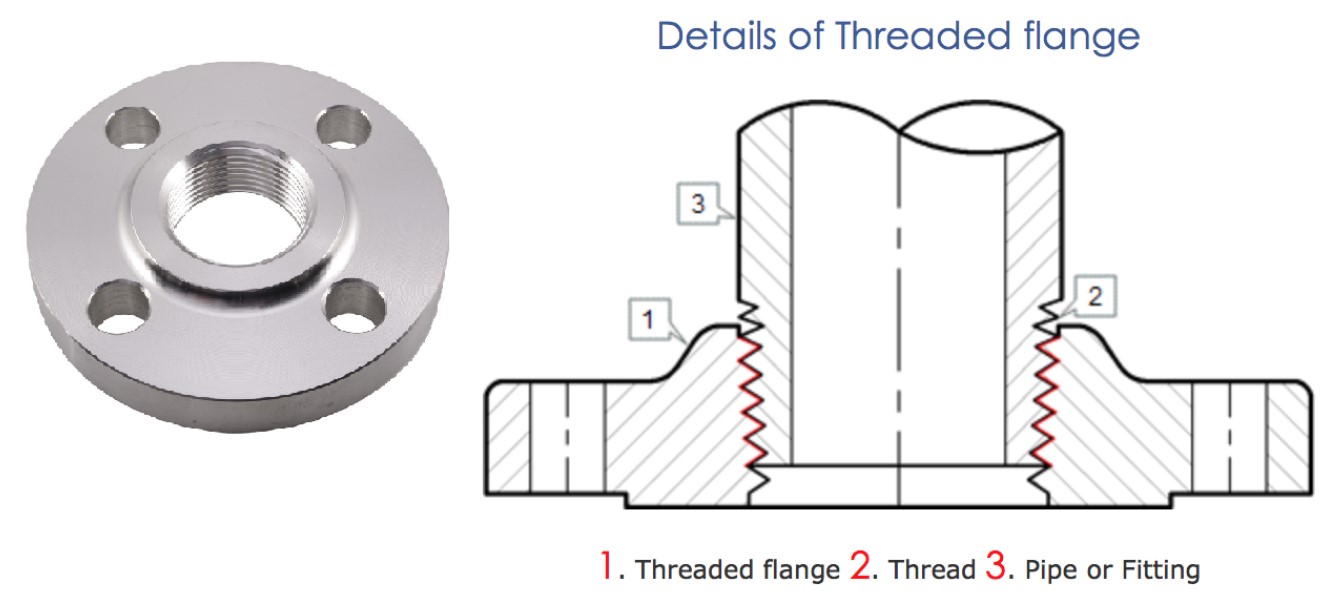
Mặt bích bắt vít
Các mặt bích có ren hoặc ren được sử dụng trên các đường ống không thể thực hiện hàn. Mặt bích hoặc khớp nối có ren không phù hợp với hệ thống đường ống có độ dày thành mỏng. Vì không thể cắt ren trên đường ống. Do đó, phải chọn độ dày thành dày hơn. Hướng dẫn về đường ống ASME B31.3 cho biết:
Khi ống thép được luồn và sử dụng cho dịch vụ hơi nước trên 250 psi. Hoặc cho dịch vụ nước trên 100 psi với nhiệt độ nước trên 220° F, đường ống phải liền mạch và có độ dày ít nhất bằng lịch trình 80 của ASME B36.10. Hàn ổ cắm và mặt bích có ren không được khuyến nghị cho dịch vụ trên 250°C và dưới -45 C.
-
Mặt bích khớp nối
Mặt bích khớp nối Lap được sử dụng với các đầu còn sơ khai khi đường ống làm bằng vật liệu đắt tiền. Ví dụ, trong hệ thống ống thép không gỉ, có thể áp dụng mặt bích bằng thép carbon. Vì mặt bích sẽ không tiếp xúc với sản phẩm trong đường ống. Các đầu còn sơ khai sẽ được hàn đối đầu vào đường ống và các mặt bích được giữ lỏng trên cùng. Bán kính bên trong của các mặt bích này được vát mép để xóa bán kính đầu còn sơ khai. Các mặt bích này gần giống với mặt bích Trượt trên.
Ngoại trừ bán kính tại giao điểm của mặt bích và lỗ khoan để chứa phần mặt bích của Đầu còn sơ khai . Khả năng giữ áp suất của chúng là rất ít, nếu có, tốt hơn so với mặt bích Slip On. Và tuổi thọ mỏi của cụm lắp ráp chỉ bằng 1/10 so với mặt bích Weld Neck. Do đó, các kết nối mặt bích này được áp dụng trong các ứng dụng áp suất thấp và không quan trọng.

-
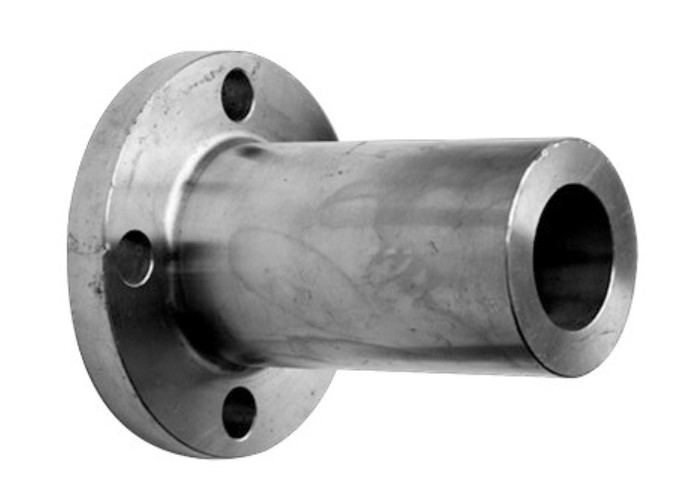
Mặt bích cổ hàn
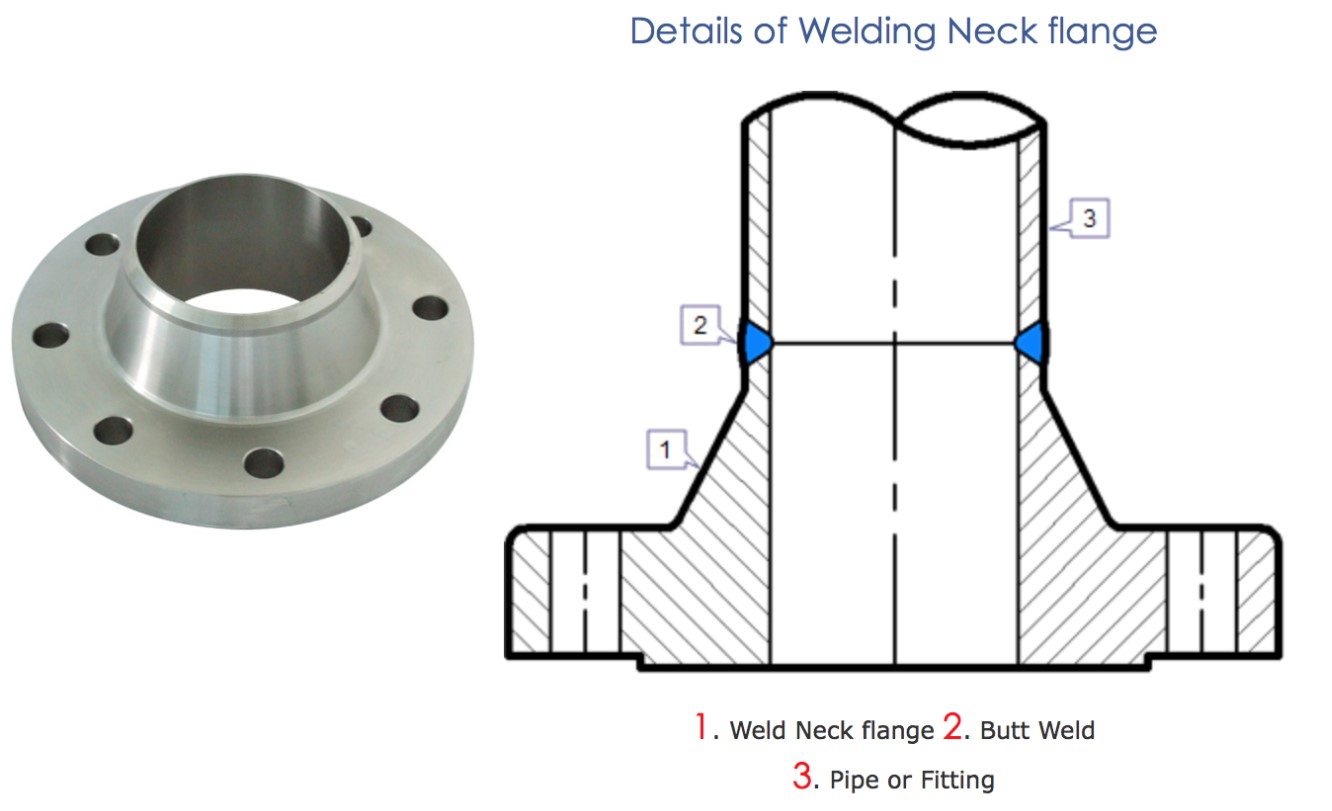
Mặt bích cổ hàn rất dễ nhận ra là trục thon dài, đi dần đến độ dày thành ống từ ống hoặc khớp nối. Trục thuôn dài cung cấp một cốt thép quan trọng để sử dụng trong một số ứng dụng liên quan đến áp suất cao; nhiệt độ dưới 0 độ C và/hoặc nhiệt độ cao. Quá trình chuyển đổi trơn tru từ độ dày mặt bích sang độ dày thành ống; hoặc phụ kiện do độ côn thực hiện là cực kỳ có lợi.
Trong các điều kiện bị uốn lặp đi lặp lại do giãn nở đường ống hoặc các lực thay đổi khác. Các mặt bích này được khoan để phù hợp với đường kính bên trong của ống. Hoặc phụ kiện giao phối nên sẽ không bị hạn chế dòng sản phẩm. Điều này ngăn chặn sự nhiễu loạn tại khớp và giảm xói mòn. Chúng cũng cung cấp khả năng phân bổ ứng suất tuyệt vời thông qua trục côn.
Các mặt bích cổ Weld được gắn bằng cách hàn đối đầu vào các đường ống. Chúng được sử dụng chủ yếu cho các dịch vụ quan trọng. Trong đó tất cả các mối hàn cần kiểm tra bằng tia X. Trong khi chỉ định các mặt bích này, độ dày của đầu hàn cũng phải được chỉ định cùng với thông số kỹ thuật của mặt bích.
-
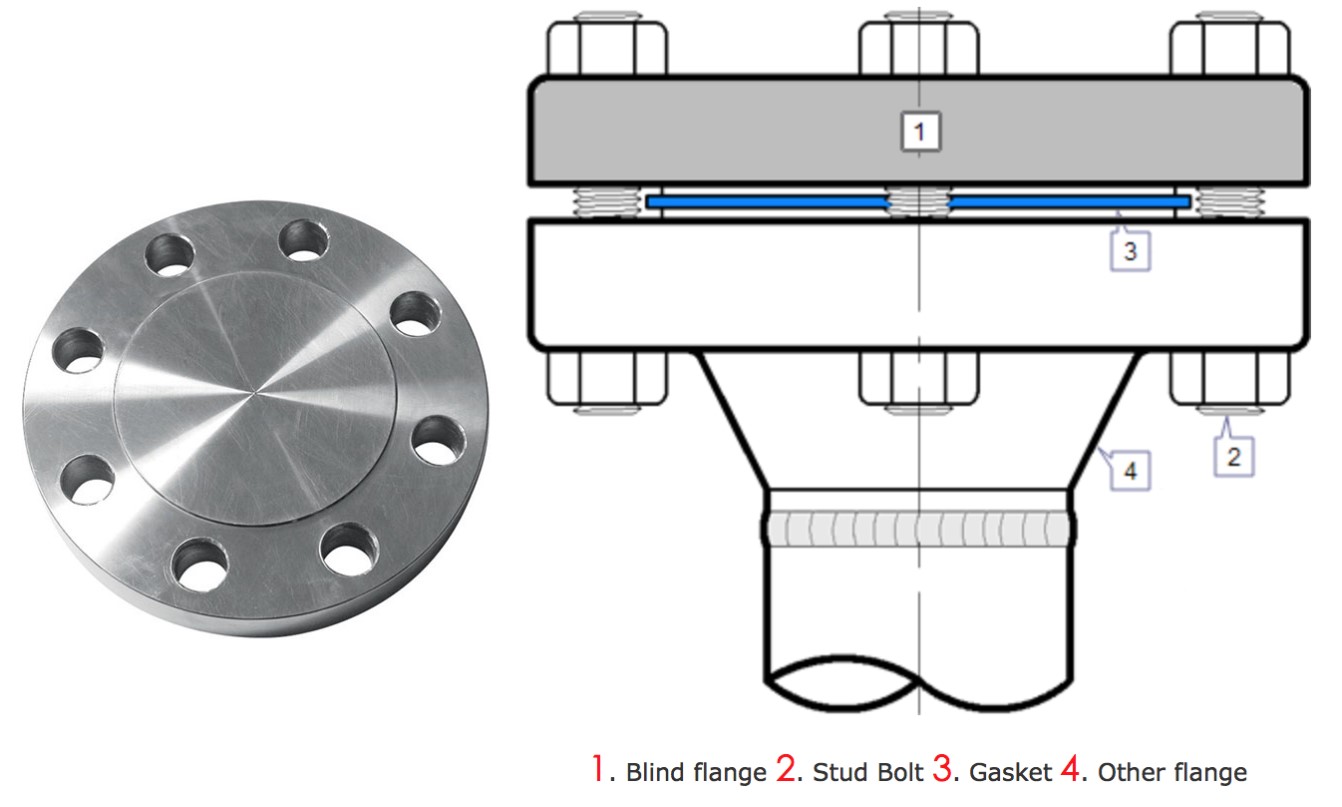
Mặt bích mù
Mặt bích mù được sản xuất không có lỗ khoan. Được sử dụng để làm trống các đầu của đường ống, van và lỗ hở của bình chịu áp lực. Từ quan điểm về áp suất bên trong và tải bu lông, mặt bích mù. Đặc biệt là ở các kích thước lớn hơn, là loại mặt bích chịu ứng suất cao nhất. Tuy nhiên, hầu hết các ứng suất này là loại uốn gần tâm. Và do không có đường kính bên trong tiêu chuẩn nên các mặt bích này phù hợp với các ứng dụng nhiệt độ áp suất cao hơn.
-
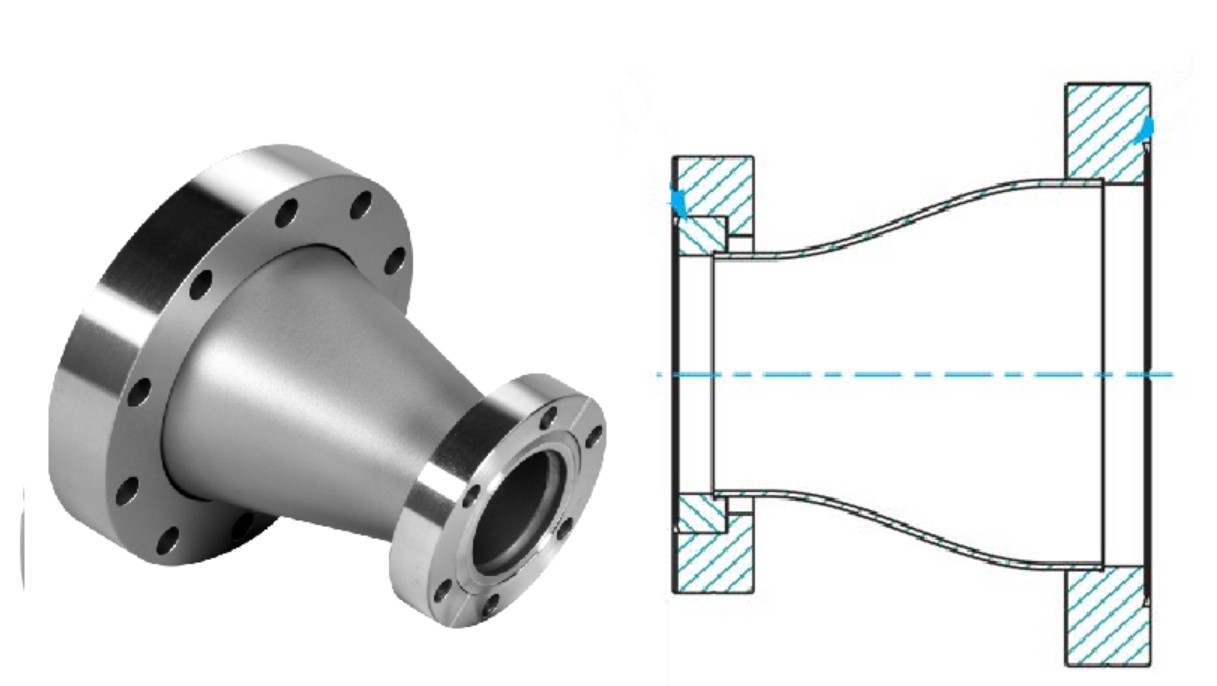
Mặt bích giảm
Các mặt bích Giảm được sử dụng để kết nối giữa các kích thước lớn hơn; và nhỏ hơn mà không cần sử dụng bộ giảm tốc. Trong trường hợp giảm mặt bích, độ dày của mặt bích phải bằng đường kính lớn hơn. Những mặt bích này thường có dạng mặt bích mù, trượt, ren và cổ hàn. Chúng có sẵn trong tất cả các loại áp suất và cung cấp một giải pháp thay thế tốt; để kết nối hai kích cỡ đường ống khác nhau. Loại mặt bích này không nên được sử dụng nếu quá trình chuyển đổi đột ngột; sẽ tạo ra nhiễu loạn không mong muốn, chẳng hạn như ở máy bơm.
-
Mặt bích tích hợp
Các mặt bích tích hợp là những mặt bích được đúc dọc theo cổ vòi hoặc bình hoặc thành ống. Được hàn đối đầu với chúng hoặc được gắn bằng các hình thức hàn hồ quang. Hoặc hàn khí khác có tính chất như vậy mà mặt bích và cổ vòi hoặc bình; hoặc ống bức tường được coi là tương đương với một cấu trúc tích hợp. Trong kết cấu hàn, cổ vòi hoặc bình hoặc thành ống được coi là hoạt động như một trung tâm. Độ dày của mặt bích đúc liền và mặt bích hàn khác nhau ở các kích thước nhất định.
Dựa trên khuôn mặt
Các mặt bích cũng có thể được phân loại dựa trên các mặt như sau:
-
Mặt bích nâng (RF)
Mặt bích Raised Face là loại phổ biến nhất; được sử dụng trong các ứng dụng của nhà máy xử lý và dễ dàng nhận biết. Nó được gọi là mặt nâng vì các bề mặt đệm được nâng lên trên mặt vòng tròn bắt vít. Loại mặt này cho phép sử dụng kết hợp rộng rãi các thiết kế gioăng. Bao gồm các loại tấm vòng phẳng và vật liệu tổng hợp kim loại như loại quấn xoắn ốc và loại có áo khoác kép. Mục đích của mặt bích RF là tập trung nhiều áp lực hơn vào diện tích miếng đệm nhỏ hơn. Do đó tăng khả năng ngăn chặn áp suất của khớp. Đối với mặt bích 150# và 300#, mặt nhô lên là 1,6 mm (1/16 inch); và được bao gồm trong độ dày được chỉ định.
Đối với xếp hạng cao hơn, độ dày mặt bích không bao gồm độ dày mặt nâng. Độ dày của mặt được nâng lên để đánh giá cao hơn là 6,4 mm (1/4 inch). Bề mặt mặt bích điển hình cho ASME B16. µ tính bằng Ra (3 đến 6 µm Ra).

-
Mặt Bích Phẳng (FF)
Mặt bích Mặt phẳng có bề mặt đệm trong cùng mặt phẳng với mặt tròn bắt vít. Các ứng dụng sử dụng mặt bích phẳng thường là những ứng dụng trong đó mặt bích giao phối; hoặc khớp nối mặt bích được làm từ vật đúc. Mặt bích phẳng không bao giờ được bắt vít vào mặt bích nhô lên. ASME B31.1 nói rằng khi kết nối các mặt bích bằng gang mặt phẳng với mặt bích bằng thép carbon. Phải loại bỏ mặt nhô lên trên mặt bích bằng thép carbon. Và cần phải có miếng đệm toàn mặt. Điều này là để giữ cho mặt bích bằng gang mỏng, giòn không bị bung vào khe hở. Do mặt nhô lên của mặt bích bằng thép cacbon gây ra.

-
Mối nối kiểu vòng (RTJ)
Mặt bích nối kiểu vòng thường được sử dụng trong các dịch vụ áp suất cao (Loại 600 trở lên) và/hoặc nhiệt độ cao trên 800°F (427°C). Chúng có các rãnh cắt trên mặt để đặt các vòng đệm. Phớt mặt bích khi các bu lông được siết chặt sẽ nén miếng đệm giữa các mặt bích vào trong các rãnh. Làm biến dạng miếng đệm để tạo ra sự tiếp xúc mật thiết bên trong các rãnh. Tạo ra một lớp đệm kim loại với kim loại. Mặt bích RTJ có thể có mặt nhô lên với rãnh vòng được gia công bên trong. Mặt nhô lên này không đóng vai trò là một phần của phương tiện niêm phong.
Đối với các mặt bích RTJ bịt kín bằng các vòng đệm. Các mặt nhô lên của các mặt bích được nối và siết chặt có thể tiếp xúc với nhau.Trong trường hợp này, miếng đệm bị nén sẽ không chịu thêm tải trọng vượt quá lực căng của bu lông. Rung động và chuyển động không thể đè bẹp miếng đệm hơn nữa và giảm bớt lực căng kết nối.

-
Vòng đệm chung
Loại vòng Vòng đệm chung là vòng đệm kim loại. Thích hợp cho các ứng dụng áp suất cao và nhiệt độ cao. Loại vòng Các miếng đệm khớp nối được thiết kế để bịt kín bằng “đường tiếp xúc ban đầu”. Hoặc tác động nêm giữa mặt bích tiếp xúc và miếng đệm. Bằng cách tạo áp lực lên giao diện vòng đệm thông qua lực bu lông. Kim loại “mềm hơn” của vòng đệm chảy vào cấu trúc vi mịn của vật liệu mặt bích cứng hơn; và tạo ra một vòng đệm rất chặt chẽ và hiệu quả. Loại được sử dụng nhiều nhất là vòng kiểu R được sản xuất theo ASME B16.20. Được sử dụng với mặt bích ASME B16.5, cấp 150 đến 2500. Các mối nối kiểu vòng “R” được sản xuất theo cả cấu hình hình bầu dục và hình bát giác.

Tiết diện hình bát giác có hiệu quả bịt kín cao hơn hình bầu dục và sẽ là miếng đệm được ưu tiên. Các bề mặt bịt kín trên các rãnh của mối nối vòng phải được hoàn thiện nhẵn đến 63 microinch. Và không có các đường gờ, vết, dụng cụ hoặc tiếng kêu khó chịu. Chúng bịt kín bằng một đường tiếp xúc ban đầu hoặc tác động nêm khi các lực nén được áp dụng. Độ cứng của vòng phải luôn nhỏ hơn độ cứng của mặt bích.
-
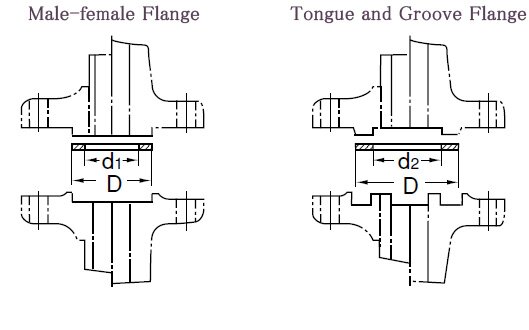
Lưỡi và Rãnh (T/G)
Một mặt bích có vòng nâng (Lưỡi) được gia công trên mặt bích. Trong khi mặt bích giao phối có phần lõm phù hợp (Rãnh) được gia công trên mặt của nó. Các mặt Lưỡi và Rãnh của mặt bích này phải khớp với nhau. Mặt lưỡi và rãnh được tiêu chuẩn hóa ở cả loại lớn và loại nhỏ. Chúng khác với nam và nữ ở chỗ đường kính trong của lưỡi và rãnh không kéo dài vào đế mặt bích. Do đó giữ lại miếng đệm trên đường kính trong và ngoài của nó. Chúng thường được tìm thấy trên nắp máy bơm và Nắp van.
Các mối nối lưỡi và rãnh cũng có một lợi thế là chúng có khả năng tự sắp xếp và hoạt động như một kho chứa chất kết dính. Khớp vành khăn giữ cho trục tải thẳng hàng với khớp. Và không yêu cầu thao tác gia công chính.

-
Nam và Nữ (Male/Female)
Với loại này, các mặt bích cũng phải phù hợp. Một mặt bích có diện tích vượt ra ngoài mặt bích thông thường (Nam). Mặt bích hoặc mặt bích giao phối khác có phần lõm phù hợp (Nữ) được gia công trên mặt của nó. Mặt nữ sâu 3/16 inch, mặt nam cao 1/4 inch và cả hai đều được hoàn thiện nhẵn. Đường kính ngoài của mặt cái có tác dụng định vị và giữ gioăng. Các mặt nam và nữ tùy chỉnh thường được tìm thấy trên vỏ Bộ trao đổi nhiệt để tạo kênh và che các mặt bích. Mặt nữ và mặt nam được hoàn thiện trơn tru. Đường kính ngoài của mặt cái có tác dụng định vị và giữ gioăng.
Các mặt bích chung như RTJ, T&G và F&M sẽ không bao giờ được bắt vít với nhau. Nguyên nhân là do các bề mặt tiếp xúc không ăn khớp với nhau và không có gioăng đệm có loại 1 bên và loại 1 bên.
Dựa trên Đánh giá Nhiệt độ-Áp suất
Các mặt bích cũng được phân loại theo định mức nhiệt độ áp suất trong ASME B 16.5 như bên dưới;
- 150#
- 300#
- 400#
- 600#
- 900#
- 1500#
- 2500#
Biểu đồ đánh giá nhiệt độ áp suất, trong tiêu chuẩn ASME B 16.5, chỉ định áp suất đo làm việc không sốc mà mặt bích có thể phải chịu ở một nhiệt độ cụ thể. Mặt bích có thể chịu được áp suất khác nhau ở nhiệt độ khác nhau. Khi nhiệt độ tăng, định mức áp suất của mặt bích giảm. Loại áp suất được chỉ định là 150#, 300#, v.v. là các xếp hạng cơ bản và mặt bích có thể chịu được áp suất cao hơn ở nhiệt độ thấp hơn. ASME B 16.5 chỉ ra áp suất cho phép đối với các vật liệu xây dựng khác nhau so với nhiệt độ. ASME B16.5 không khuyến nghị sử dụng mặt bích 150# trên 400 °F (200 °C). Cấp áp suất hoặc Xếp hạng cho mặt bích sẽ được tính bằng pound.
Các tên khác nhau được sử dụng để biểu thị Cấp áp suất. Ví dụ: 150 Lb hoặc 150 Lbs hoặc 150# hoặc Class 150, tất cả đều có nghĩa giống nhau.
Dựa trên kết thúc khuôn mặt
Có hai loại hoàn thiện được thực hiện trên các mặt.
-
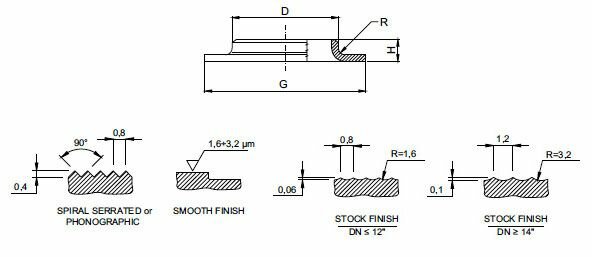
Kết thúc chứng khoán
Được sử dụng rộng rãi nhất trong bất kỳ lớp hoàn thiện bề mặt mặt bích nào. Bởi vì trên thực tế, nó phù hợp với mọi điều kiện sử dụng thông thường. Khi bị nén, mặt mềm của miếng đệm sẽ nhúng vào lớp hoàn thiện này. Giúp tạo ra một lớp đệm kín và mức độ ma sát cao được tạo ra giữa các bề mặt tiếp xúc. Bề mặt hoàn thiện cho các mặt bích này được tạo ra bởi dụng cụ mũi tròn bán kính 1,6 mm; với tốc độ nạp 0,8 mm trên mỗi vòng quay lên đến 12 inch. Đối với các kích thước từ 14 inch trở lên. Quá trình hoàn thiện được thực hiện bằng dụng cụ mũi tròn 3,2 mm với bước tiến 1,2 mm trên mỗi vòng quay.
-
Mặt bích kết thúc mịn
Lớp hoàn thiện này không hiển thị dấu công cụ rõ ràng bằng mắt thường. Những lớp hoàn thiện này thường được sử dụng cho các miếng đệm có bề mặt kim loại như vỏ bọc kép; thép phẳng và kim loại lượn sóng. Các bề mặt nhẵn kết hợp với nhau để tạo ra một con dấu. Và phụ thuộc vào độ phẳng của các mặt đối diện để tạo ra một con dấu. Điều này thường đạt được bằng cách tạo bề mặt tiếp xúc với miếng đệm bằng một rãnh xoắn ốc liên tục (đôi khi được gọi là bản ghi âm). Được tạo ra bởi dụng cụ mũi tròn bán kính 0,8 mm với tốc độ nạp 0,3 mm trên mỗi vòng quay với độ sâu 0,05 mm. Điều này sẽ dẫn đến độ nhám giữa Ra 3,2 và 6,3 micromet (125 – 250 micro inch).
-
Kết thúc răng cưa
Đây cũng là rãnh xoắn ốc liên tục hoặc rãnh ghi âm. Nhưng nó khác với lớp hoàn thiện gốc ở chỗ rãnh thường. Được tạo ra bằng cách sử dụng công cụ 90 độ tạo ra hình học “V” với răng cưa góc 45°. Các răng cưa được cung cấp trên mặt có thể đồng tâm hoặc xoắn ốc (bản ghi âm). Các răng cưa đồng tâm được nhấn mạnh để hoàn thiện bề mặt khi chất lỏng được mang theo có mật độ rất thấp; và có thể tìm thấy đường rò rỉ qua khoang. Răng cưa được chỉ định bởi số, đó là Chiều cao Độ nhám Trung bình Số học (AARH).
Đây là giá trị trung bình số học của các giá trị tuyệt đối của độ lệch chiều cao biên dạng đo. Được lấy trong khoảng thời gian lấy mẫu và được đo từ đường trung tâm đồ họa.
Các mặt bích hoàn thiện nhẵn được chỉ định khi các miếng đệm kim loại được chỉ định. Và lớp hoàn thiện có răng cưa được cung cấp khi một miếng đệm phi kim loại được cung cấp.
Dựa trên vật liệu xây dựng
Các mặt bích thường được rèn ngoại trừ một số ít trường hợp chúng được chế tạo từ các tấm. Khi các tấm được sử dụng để chế tạo, chúng phải có chất lượng hàn được ASME B16.5. Chỉ cho phép các mặt bích giảm và mặt bích mù được chế tạo từ tấm. Các vật liệu xây dựng thường được sử dụng như sau;
- ASTM A105 – Thép cacbon rèn
- ASTM A181 – Thép carbon rèn cho mục đích chung
- ASTM A182 – Thép hợp kim rèn và thép không gỉ
- ASTM A350 – Thép hợp kim rèn cho các dịch vụ ở nhiệt độ thấp